 |
■調査依頼の詳細
古いマキノNCマシンで、数値制御装置がFANUC-6Mや11Mの為、NCデ-タの切削送り速度をF2000にしても実際の加工速度はF300~F700位しか上がらず、コーナ形状部ではエンドミルが喰い込んで加工不良になってしまう。現有のNCマシンは古い機械が多く、新品のマシンを購入する経営環境にない。何とか、現有設備を効率良く稼動させる方法がないか、困っている。
|
■処方箋 「古い数値制御装置のNCマシンを精度劣化なく高速加工する新技術」
マキノ横型NCマシンH2210、相当に古い数値制御装置FANUC-6Mを使用して、材質S55Cのコアー部品をφ96ラジアスミルで、F1250で荒取加工を行なったが、工具の送りがノッキングし、ガクガクした動きで切削送り速度を上げられなかった。新工法のNCデ-タ作成ノウハウと低速高送り加工条件で、等高線荒取加工を行なった結果、F1250でも何ら問題なく、スムーズに稼動でき、加工精度も問題なかった。Z切込量3㎜でF2000まで上げたが十分に加工できた。
|
工具径φ96 工具突出長200㎜ 切込深さ3.0㎜ 切削速度F2000 回転数230
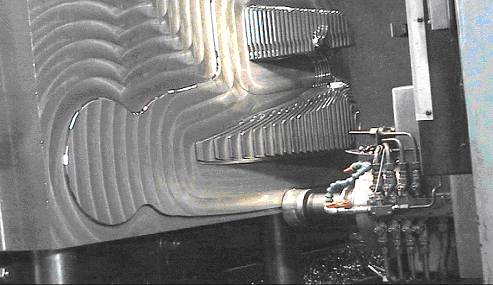 FANUC-6M で、切削F2000の信じられない速度が実現!!
FANUC-6M で、切削F2000の信じられない速度が実現!!
|
|
■結果
Z切込が大きいので、高送りラジアス工具のF4000に相当する切粉排出量が、得られた。
|
